



High-Quality PE Coated Paper Cups for Reliable Beverage Service
| Material | Cup Stock Paper/LPB/FSB w/ or w/o PLA/WBBC lining |
| Dimensions | 4oz/6oz/8oz/12oz/16oz/20oz/22oz/24oz or more custom size |
| Color | CMYK Printing, PMS Printing as your request |
| Advantages | 100% Food Grade, Full Sizes Cups & Lids, Ideal for Hot/Cold Drinks, Eco-friendly and etc. |
| Sample Fee | Samples in stock are FREE |
| Lead Time | 10-15 working days |
| Product Process | Gloss/Matt Lamination, Spot UV, Gold/Silver Foil Stamping, Embossing, etc |
| Application | Coffee, Bubble Tea, Ice-cream, Soda, Juice, Different Sauce and other hot & cold drinks. |
PE coated paper cups are a practical and trusted choice for businesses looking to serve both hot and cold beverages with confidence. These cups feature a polyethylene (PE) lining that enhances water resistance, preventing leaks and ensuring structural integrity even when filled with liquids. The coating also improves insulation, helping maintain beverage temperature and providing a comfortable grip for consumers.
Manufactured from food-grade paper materials combined with the PE layer, these cups comply with safety standards and offer excellent durability for various settings including cafes, restaurants, catering services, and event venues. Their versatile design supports custom branding opportunities, allowing businesses to showcase their identity while delivering quality customer experiences. Additionally, PE coated paper cups are compatible with most beverage dispensing machines, making them a reliable choice for efficient service. While offering durability and convenience, these cups also present options for responsible disposal, aligning with evolving sustainability goals through recyclable and energy-efficient production processes.
All-round Custom Options
Explore More Packaging Solutions
Enter our industrial-strength lineup for cafes, breakrooms, and caterers. From 16oz mega-walls to thermal carafes, armor your pour.

Disposable Cups
Custom hot & cold cups for cafes and QSRs, combining convenience with brand impact.
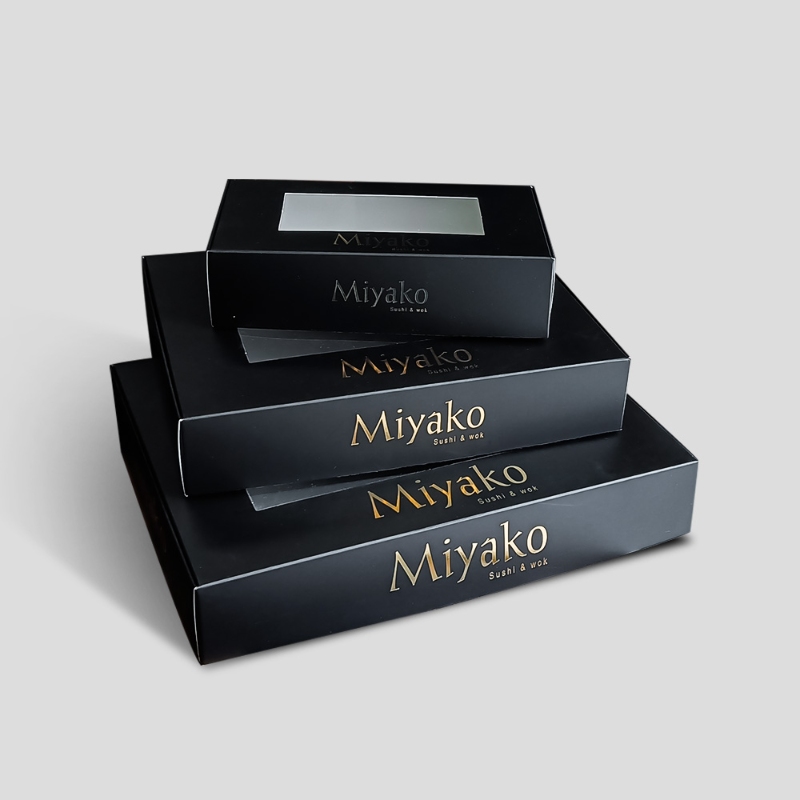
Paper Food Boxes
Grease-resistant boxes for Cake, burgers, noodles, and meals, secure and easy to carry.

Paper Bags
Eco-friendly takeaway bags with strong handles, ideal for bakery and retail branding.

Disposable Cups
Leak-proof bowls for soups, salads, and rice, perfect for dine-in or delivery.

Paper Food Buckets
Sturdy buckets for fried chicken, popcorn, or family meals, built for big portions.

Eco-friendly Packaging
Sustainable packaging made from compostable materials, designed to protect food and the planet.
Showcase of Success Stories
Watch Lavazza, Sushibar, Shokuh, and Hangry Joe’s cut waste. Our ripple wall paper cup drives uptime and eco-fortress standards in the U.S. and Dubai.

Packaging Upgrade for Lavazza’s U.S. Franchise Expansion
We supported Lavazza, a world-renowned specialty coffee chain, in upgrading its franchise packaging for the U.S. market. The new solution delivered consistent brand identity, sustainable materials, and improved functionality, helping their franchises enhance customer experience and meet local standards.

Customized Takeout Packaging for U.S. Sushibar Chain
We partnered with a U.S. sushi bar chain to solve challenges in their takeaway packaging. By providing tailored solutions, we reduced overall packaging costs while ensuring food safety, branding, and delivery efficiency.

Streamlined Overseas Packaging Procurement for Shokuh Patisserie
We supported Shokuh Patisserie, a luxury dessert brand from Dubai, in completing its first overseas packaging purchase. Our solution simplified the sourcing process, improved procurement efficiency, and helped reduce overall costs without compromising premium quality.

Complete Packaging Upgrade for Hangry Joe’s Expansion
We partnered with Hangry Joe’s, a U.S. fast-food chain, to upgrade their entire packaging line. The solution strengthened brand consistency, improved cost efficiency, and supported their rapid franchise growth.
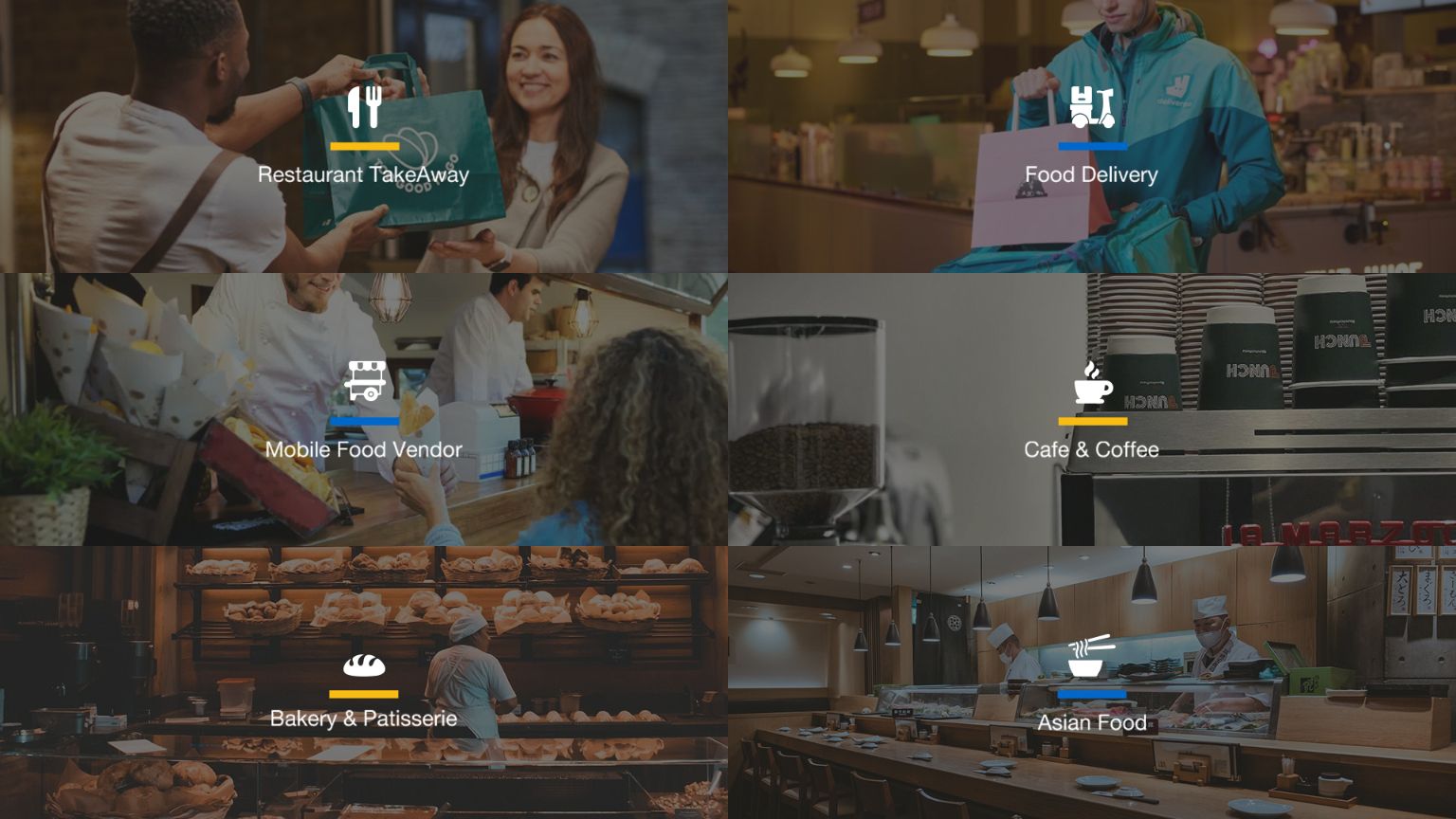
Applications
Multi-Certifications for Trust

FDA Compliance
Packaging materials meet U.S. FDA requirements for safe food contact.
NSF Certified
Independent verification for food safety and public health compliance.
SIRA Tested
Products evaluated by recognized inspection and certification experts.
SGS Verified
Independent testing and verification by SGS to ensure quality and safety.
In-house Production Facility

1. Raw Material Management
We source FSC + 45% PCR kraft for all ripple wall paper cup.
2. Printing & Production
10-color flexo + inline deep-emboss for ripple wall paper cup.

2. Printing & Production
10-color flexo + inline deep-emboss for ripple wall paper cup.

3. Quality Assurance
Every ripple wall paper cup survives 60-minute 200°F hold, 200-cycle drop, and lid-seal stress tests.
4. Warehousing & Delivery
Pre-packed in 500-cup fortress pallets, 48-hour enterprise routing for ripple wall paper cup worldwide.

4. Warehousing & Delivery
Pre-packed in 500-cup fortress pallets, 48-hour enterprise routing for ripple wall paper cup worldwide.



We are proud to partner with brands in Food-service industry across the globe.
PE coating creates a moisture barrier, preventing leaks and maintaining cup strength with hot or cold drinks.
Yes, the coating helps insulate and prevents cup deformation, ensuring safe handling of hot liquids.
Many facilities accept PE coated cups for recycling, but local guidelines vary—always check with your recycler.

SOS Paper Bags

Biodegradable Takeaway Bags

Paper Cups

Food Boxes

Bagasse Products
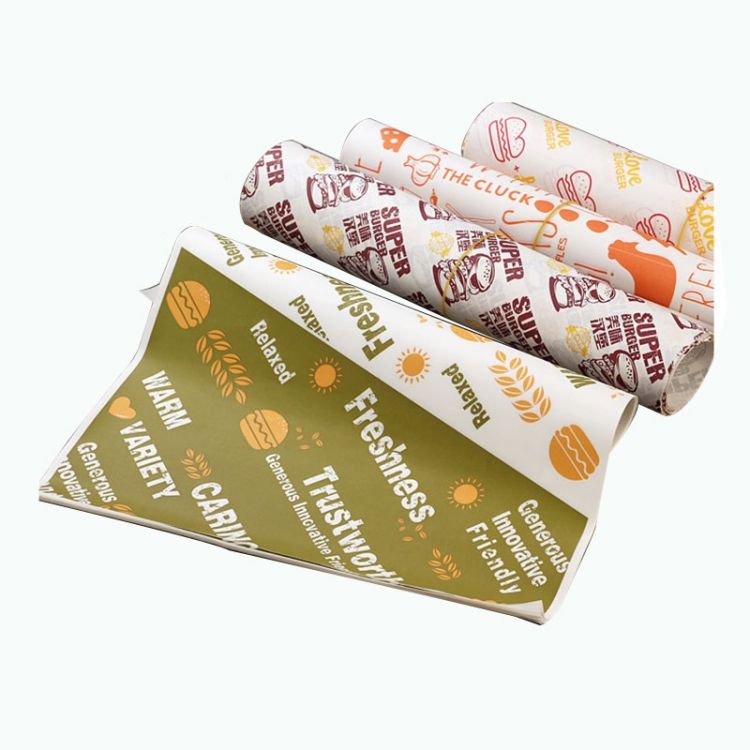
Wrapping Paper

Stickers

Tablewares
Products categories
-

Disposable Beer Cups for Vibrant Beverage Branding
-

Biodegradable Takeaway Cups for Earth-Conscious...
-

Eco-Friendly Paper Cup Sleeves for Coffee &...
-

10 oz Paper Coffee Cups for Balanced Beverage P...
-

Custom Paper Cups Personalized for Events and T...
-

Personalized Paper Cups for Business for Profes...