






Disposable Double Wall Paper Cup For Hot Drink Custom Logo Accept 8/10/12/16oz Paper Cup For Coffee Cup And Hot Drinks
| Material | Cup Stock Paper/LPB/FSB w/ or w/o PLA/WBBC lining |
| Dimensions | 4oz/6oz/8oz/12oz/16oz/20oz/22oz/24oz or more custom size |
| Color | CMYK Printing, PMS Printing as your request |
| Advantages | 100% Food Grade, Full Sizes Cups & Lids, Ideal for Hot/Cold Drinks, Eco-friendly and etc. |
| Sample Fee | Samples in stock are FREE |
| Lead Time | 10-15 working days |
| Product Process | Gloss/Matt Lamination, Spot UV, Gold/Silver Foil Stamping, Embossing, etc |
| Application | Coffee, Bubble Tea, Ice-cream, Soda, Juice, Different Sauce and other hot & cold drinks. |
Our disposable double wall paper cups are designed to deliver superior insulation and durability for hot beverage service. Made from premium food-grade paperboard, these double wall paper cups feature a reinforced double-layer structure that helps maintain beverage temperature while protecting customers’ hands from heat. This innovative design eliminates the need for additional sleeves, providing a convenient and comfortable drinking experience for takeaway service.
Available in 8oz, 10oz, 12oz, and 16oz sizes, these paper coffee cups are ideal for serving coffee, tea, hot chocolate, and other specialty beverages. Their sturdy construction ensures reliable performance during transport, making them a dependable choice for cafés, bakeries, restaurants, and catering businesses. Lightweight yet strong, these paper cups disposable are easy to stack, store, and handle in busy foodservice environments.
As a professional one-stop custom packaging manufacturer, we offer complete custom cups solutions to meet your branding and packaging needs. From logo printing and design customization to large-scale production, our double wall paper cups help businesses create distinctive beverage packaging while maintaining eco-friendly and durable performance. Manufactured under FDA, SGS, and ISO certifications, our paper coffee cups meet strict international food safety standards.
Key Features & Benefits
✅ Double Wall Insulation – Reliable double wall paper cups keep drinks hot and hands comfortable.
✅ Multiple Size Options – 8oz, 10oz, 12oz, and 16oz paper coffee cups for various beverages.
✅ Custom Logo Printing – Create branded custom cups that enhance brand visibility.
✅ Durable & Leak-Resistant – Strong paper cups disposable suitable for takeaway service.
✅ Eco-Friendly Materials – Made from recyclable paperboard to support sustainability.
✅ Certified Safety – Produced under FDA, SGS, and ISO standards.
Why Choose Our Double Wall Paper Cups?
Our disposable double wall paper cups combine durability, eco-friendly materials, and professional branding opportunities in one reliable packaging solution. As a trusted manufacturer of paper coffee cups and paper cups disposable, we help global businesses produce high-quality custom cups that enhance customer experience while supporting sustainable food packaging practices.
All-round Custom Options
Our Most Popular Packaging Product Series
Discover the packaging solutions that our global clients love the most. From versatile paper cups to durable food boxes and eco-friendly bags, these best-selling series combine practicality, branding potential, and sustainability.

Disposable Cups
Custom hot & cold cups for cafes and QSRs, combining convenience with brand impact.
Paper Food Boxes
Grease-resistant boxes for Cake, burgers, noodles, and meals, secure and easy to carry.

Paper Bags
Eco-friendly takeaway bags with strong handles, ideal for bakery and retail branding.

Disposable Cups
Leak-proof bowls for soups, salads, and rice, perfect for dine-in or delivery.

Paper Food Buckets
Sturdy buckets for fried chicken, popcorn, or family meals, built for big portions.

Eco-friendly Packaging
Sustainable packaging made from compostable materials, designed to protect food and the planet.
Success Stories from Our Global Clients
See how leading cafés, bakeries, and fast-food brands upgraded their packaging with our solutions. From cost savings to faster delivery and stronger brand visibility, these real cases show the value we deliver.

Packaging Upgrade for Lavazza’s U.S. Franchise Expansion
We supported Lavazza, a world-renowned specialty coffee chain, in upgrading its franchise packaging for the U.S. market. The new solution delivered consistent brand identity, sustainable materials, and improved functionality, helping their franchises enhance customer experience and meet local standards.

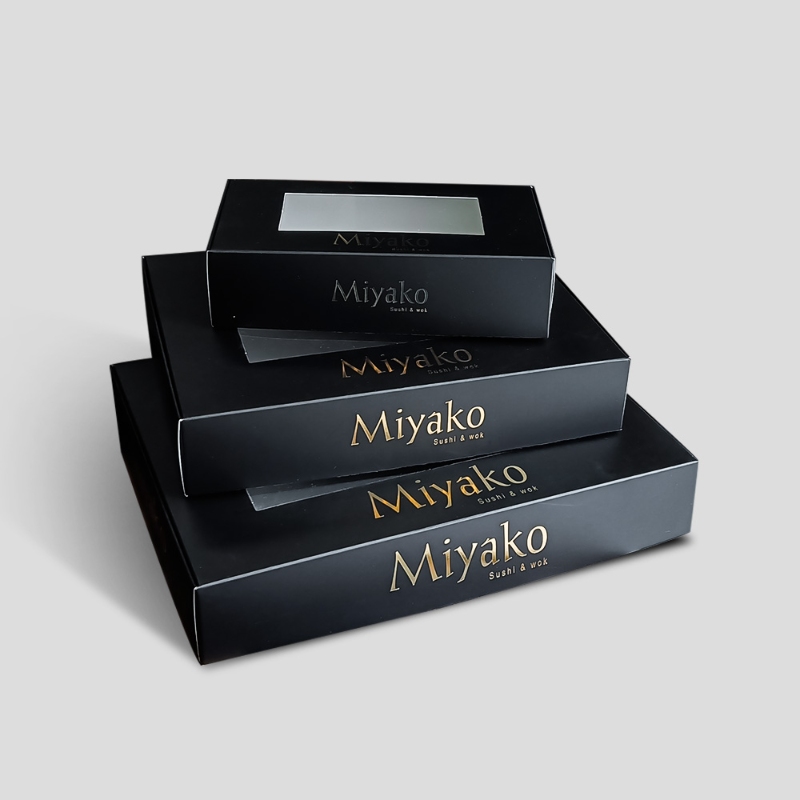
Customized Takeout Packaging for U.S. Sushibar Chain
We partnered with a U.S. sushi bar chain to solve challenges in their takeaway packaging. By providing tailored solutions, we reduced overall packaging costs while ensuring food safety, branding, and delivery efficiency.

Streamlined Overseas Packaging Procurement for Shokuh Patisserie
We supported Shokuh Patisserie, a luxury dessert brand from Dubai, in completing its first overseas packaging purchase. Our solution simplified the sourcing process, improved procurement efficiency, and helped reduce overall costs without compromising premium quality.

Complete Packaging Upgrade for Hangry Joe’s Expansion
We partnered with Hangry Joe’s, a U.S. fast-food chain, to upgrade their entire packaging line. The solution strengthened brand consistency, improved cost efficiency, and supported their rapid franchise growth.
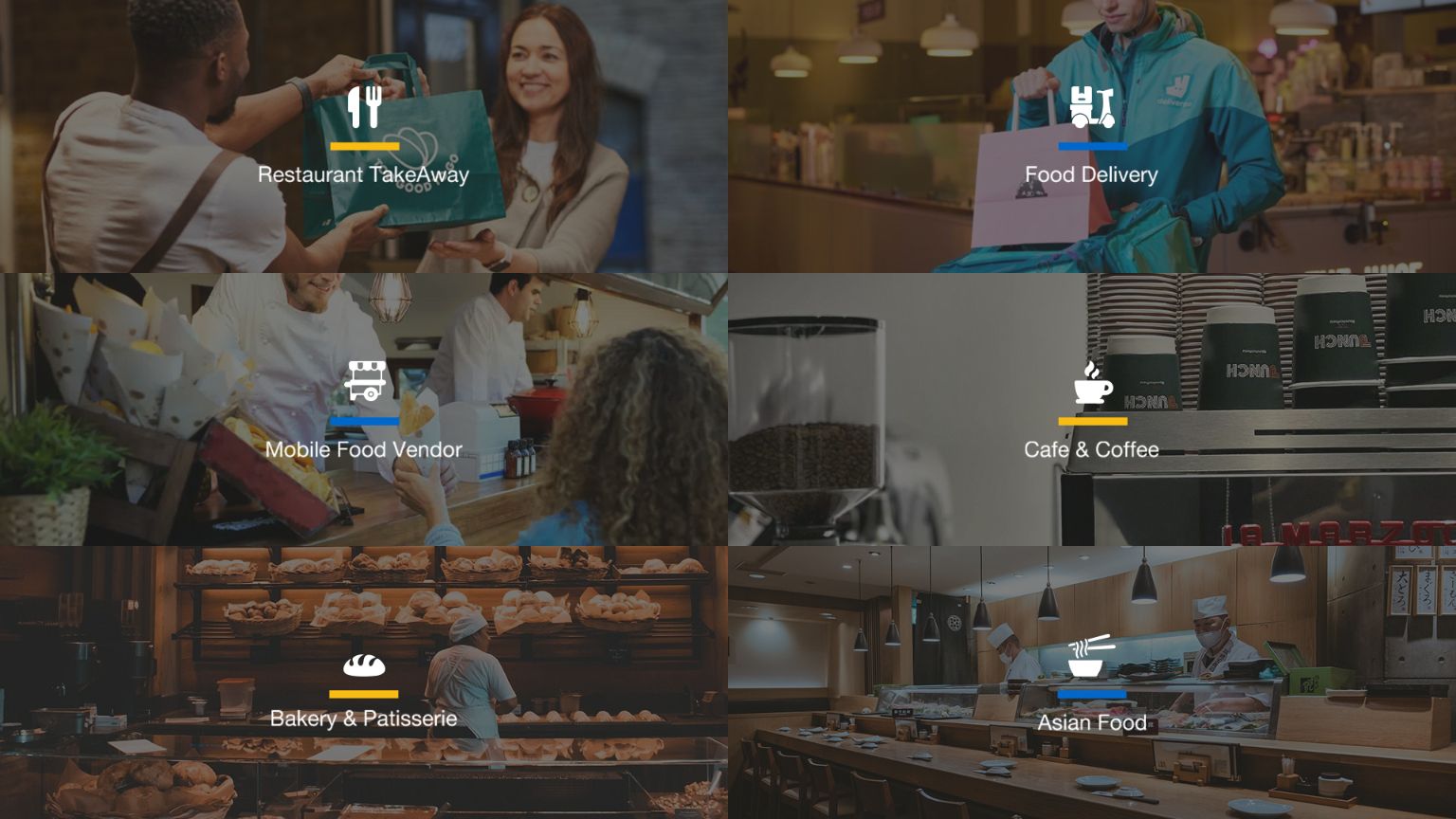
Applications
Multi-Certifications for Trust

FDA Compliance
Packaging materials meet U.S. FDA requirements for safe food contact.
NSF Certified
Independent verification for food safety and public health compliance.
SIRA Tested
Products evaluated by recognized inspection and certification experts.
SGS Verified
Independent testing and verification by SGS to ensure quality and safety.
In-house Production Facility

1. Raw Material Management
We source and store high-quality, food-grade raw materials under strict standards. Every batch is carefully checked to ensure safety and consistency before production.
2. Printing & Production
Advanced printing lines and automated forming machines guarantee accurate colors, precise cutting, and stable output across large orders.

2. Printing & Production
Advanced printing lines and automated forming machines guarantee accurate colors, precise cutting, and stable output across large orders.

3. Quality Assurance
Multiple inspections are carried out during and after production. Our QC team ensures packaging meets durability, hygiene, and international compliance standards.
4. Warehousing & Delivery
Finished products are safely stored in a climate-controlled warehouse and shipped efficiently worldwide, ensuring fast delivery and reliable supply.

4. Warehousing & Delivery
Finished products are safely stored in a climate-controlled warehouse and shipped efficiently worldwide, ensuring fast delivery and reliable supply.



We are proud to partner with brands in Food-service industry across the globe.
Usually the MOQ of Custom Printed Takeaway Paper Bag is 5000pcs, but if you order more, the price would be more competitive.
Yes, we can make the bags based on your requirement. Like Handle Type, Size, Thickness and Printing can be customized, just Contact Us for further information.
We’re a direct factory with over 28 years experience in packaging & printing.
Yes, for sure we can send you some samples in stock by FREE, all you need to pay just the freight cost. If you need to customize the samples, please Contact Us for sample fee.

SOS Paper Bags

Biodegradable Takeaway Bags

Paper Cups

Food Boxes

Bagasse Products
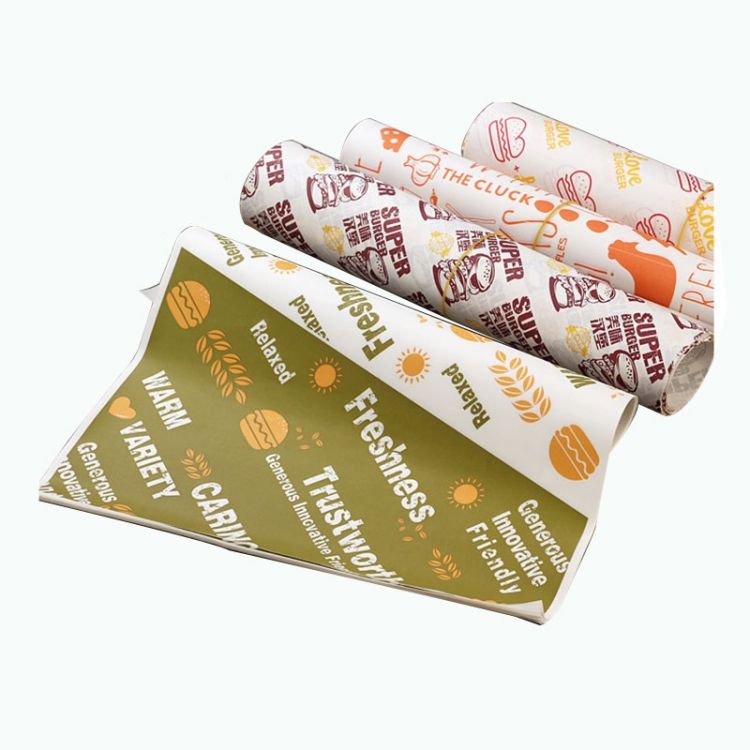
Wrapping Paper

Stickers






